主要从事石灰窑炉等工业炉生产线及其
相关设备的设计、研发、销售
18637212717
您需求,我服务

主要从事石灰窑炉等工业炉生产线及其
相关设备的设计、研发、销售
18637212717
您需求,我服务


河南倡蓝工业炉科技有限公司
联系人:秦经理
手 机:18637212717
电 话:0372-2158069
传 真:0372-2158069
邮 箱:752802258@qq.com
地 址:河南省安阳市文峰区火炬创业园北楼1118室
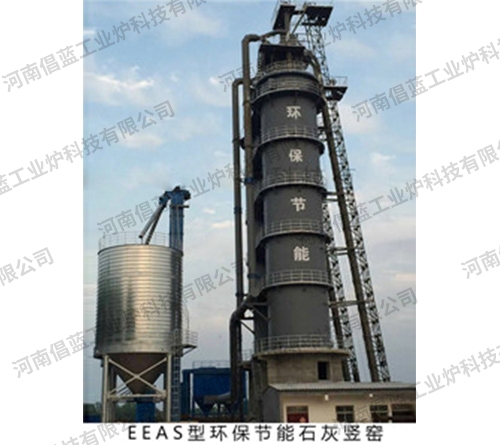
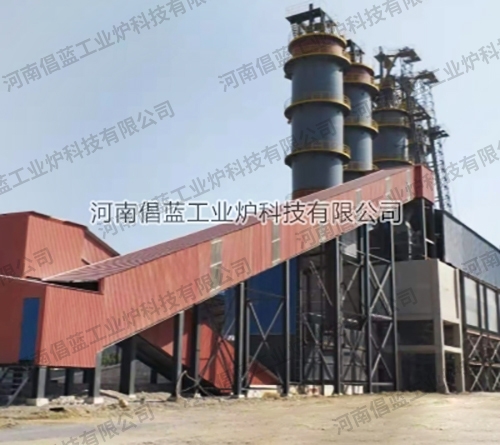
石灰窑设备是将石灰石煅烧成石灰的新型环保设备。石灰窑在使用过程中,由于维护或使用不当,可能会造成其筒体变形。但是,一旦出现这种现象,就可能影响煅烧的正常使用。那么,石灰窑壳变形如何修复呢?让我们一起来看看。
1.修复和挖掘
当窑壳大面积变形,变形部分损坏严重时,可采用开挖修复法对窑壳变形进行修复。具体方法如下:

找出回转窑的变形部位,测量变形窑的长度。根据变形窑的长度制作了一个量架。回转窑窑壳的外圆周分为16等分。测量架沿石灰窑长度安装在变形的石灰窑壳体部分,但不影响回转窑的旋转。将柱体周长上有编号的点依次停放在测量架的位置,测量柱体上各点之间的距离;将同一圆上值较大的3个点和值较小的3个点分别剔除,计算出测量平均值。该测点在每个断面径向上的测量值是由该断面的实测平均值换算而来,得到一个值,根据这个值确定圆柱体各部分的变形和拟开挖尺寸。如果变形面积过大,可采取连续修补:更换钢板。首先,确定待修零件及尺寸,在待修零件两端设置“米”形支架,防止筒体变形。将待修补钢板卷成圆弧状,打开裂纹打磨,然后将待修补钢板插入切割口,用低氢焊条进行分段焊接。
2.冷态修复法
由于红窑刚性小,回转窑的窑炉有局部凹陷,故建议采用冷修法进行恢复。具体措施如下:
石灰窑上部轮胎放置在变形部位,立柱、支架、千斤顶、拉杆固定。利用300吨千斤顶,在筒体凹凸变形区进行强制支撑。上、下弯曲支撑制成,千斤顶放置在座位的中心。变形部分被迫由千斤顶的力支撑。用火焰局部加热可以在增加力的同时加速变形的恢复。用方尺和圆弧模板测量矫正后的变形量,合格后移到其他地方;对于石灰石窑壳变形面积较大的零件,可由中间到外围依次进行操作,直至全部回收。

3.筒体弯曲修复法
石灰窑因供电中断、突然冷弯后,可采用以下方法进行修复:
在石灰窑变形段的筒体下部作标记。转180度,慢慢加热1小时。再转90度,慢慢加热30分钟。然后转90度,慢慢升温30分钟,如此反复,共4次;将桶停在原位置,继续缓慢升温,并缓慢旋转窑约3小时;加热结束后,该材料投入生产。在运行过程中,窑壳变形逐渐减小,转矩波形逐渐稳定。这种修补方法没有对回转窑内衬进行处理,可能会留下一些隐患。

:")